Příprava výroby 
Když mám vše nakresleno - obrázek 1, je třeba připravit výrobu jednotlivých dílů. Můstek je sestaven z dílů tloušťky 5 mm a 3 mm.
Díly budu vyřezávat na routeru z desek lehčeného PVC tloušťky 5 mm a 3 mm a G-code pro ovládání stroje budu generovat v CAM modulu Fusionu. Musím díly otočit do jedné roviny, aby šel připravit program pro stroj, který povede frézu po obvodě dílů a případně po obvodu děr v těchto dílech.
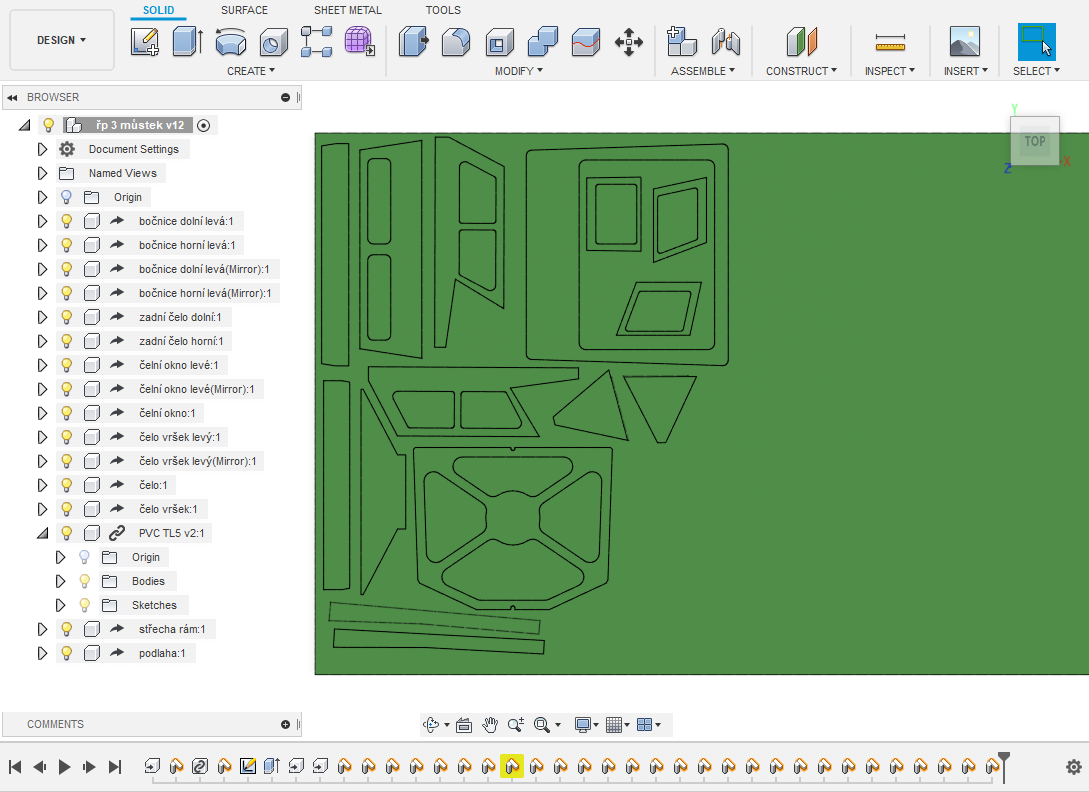
Zakládám další dva výkresy - řezací plány, jeden pro díly řezané z desky tlusté tři milimetry a druhý pro díly řezané z desky pětimilimetrové. Pojmenovávám si je "řp 3 můstek 1", "řp 5 můstek 1". Abych měl nějakou geometrii, do které budu zarovnávat díly, vkládám si do výkresu připravenou komponentu ve tvaru desky PVC o rozměru řezací plochy mého routeru. Deska je kolmá na osu Z.
Z výkresu můstku do řezacího plánu přenáším díly příkazem Derive, příkazem Modify - Align je zarovnávám do jedné roviny s horní stranou PVC desky a pomocí Move/Copy je posunu a pootočím tak, abych měl co nejmenší prořez. U lehčeného PVC musím zachovat mezi díly větší mezery než u překližky, PVC je méně tuhé a úzké pásky materiálu by mi fréza vytahovala ke sklíčidlu.
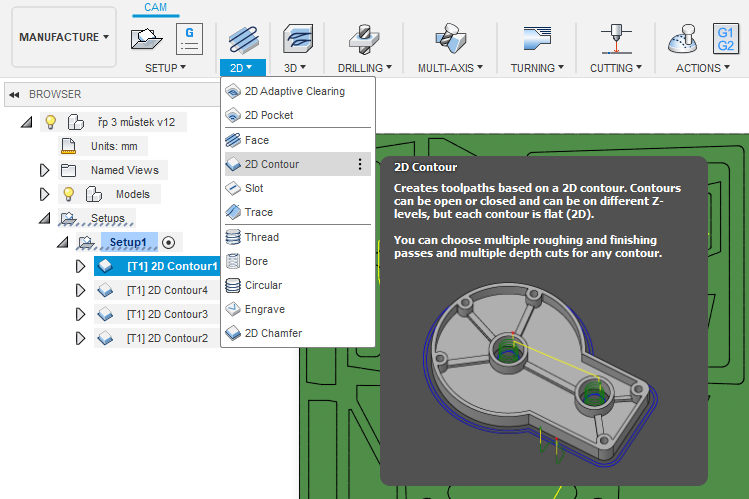
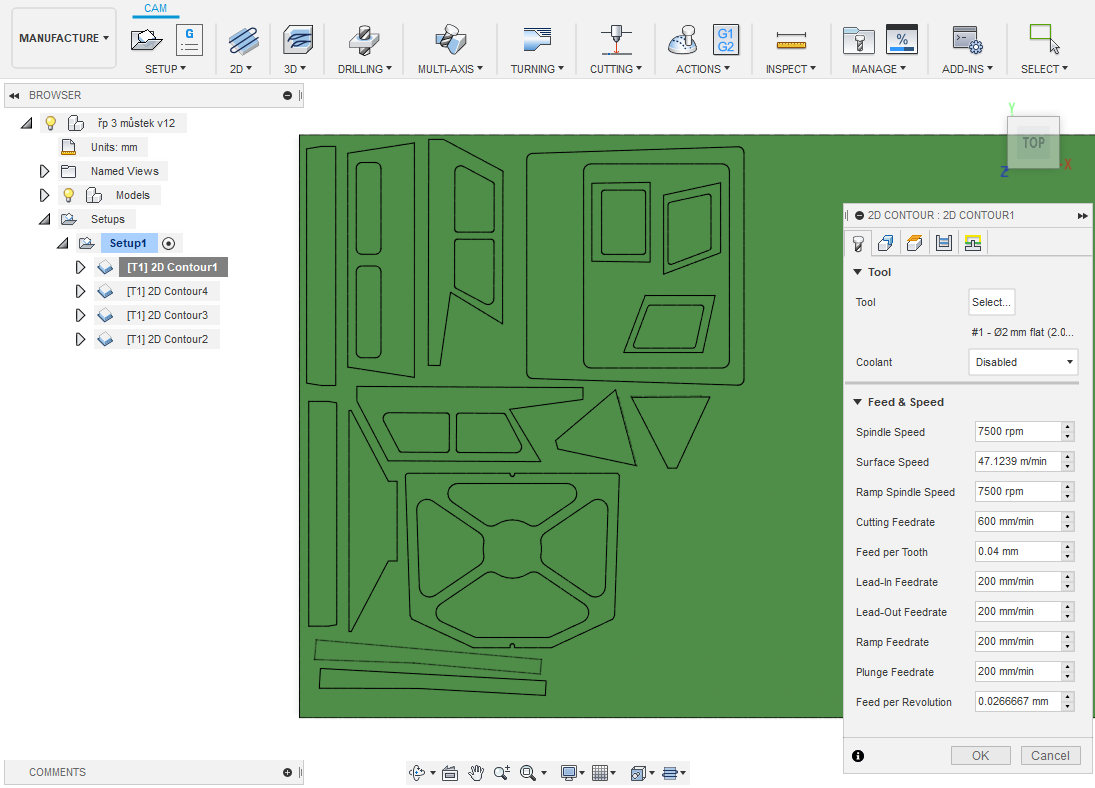
Pro přípravu řezání se přepnu z workspace DESIGN do workspace MANUFACTURE, kde použiji operaci 2D Contour. Nelze ale vyříznout vše najednou, operace 2D Contour se musí udělat na vícekrát, vyříznout nejdříve otvory v dílu předtím, než se díl vyřízne z desky materiálu.
Ještě dříve si však zakládám do Fusionu nástroj, kterým budu řezat. Jeden nástroj si do databáze nástrojů zadávám jednou, pokud s ním řežu právě jeden druh materiálu, pokud s ním řežu více různých materiálů, zadám si nástroj do databáze vícekrát pokaždé s řeznými rychlostmi vhodnými pro ty jednotlivé materiály. Nástroje pojmenovávám tak, abych poznal do které krabičky s frézami mám sáhnout a pro jaký materiál je nastavení určeno. #1, #2, #3 atd. je označení krabičky s nástroji, materiál označuje "překližka", "XPS", "PVC" atp.
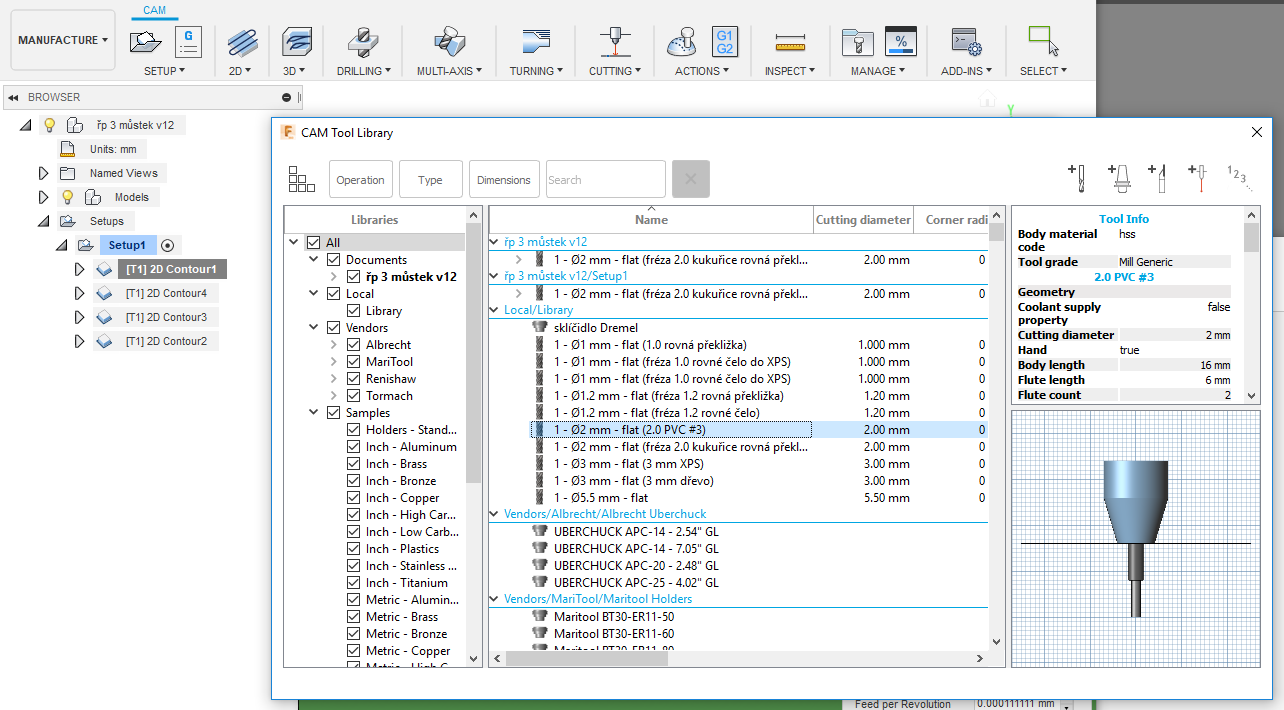
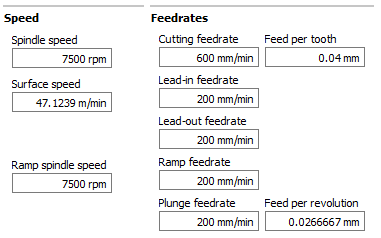
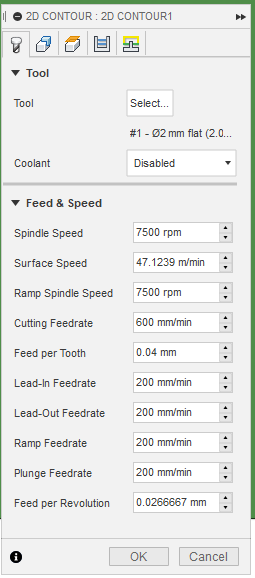
Ve workspace mám tedy navoleno MANUFACTURE a zakládám v menu 2D operaci 2D Contour. V první záložce Tool navolím připravený nástroj a tím se vyplní parametry řezání, otáčky a posuvy.
V záložce Geometry položka Contour Selection indikuje počet vybraných čar k řezu. Kliknutím na čáry ve výkresu volím, jakou konturu má fréza řezat. Program sám odhadne, zda se má řezat díra nebo vnější obrys. Když je to špatně, stačí kliknout na červenou šipku a smysl pohybu se otočí. Když je nastaveno sousledné frézování (default), řeže se díra proti směru hodinových ručiček a vnější obrys ve směru hodinových ručiček. Pokud chci odvybrat nějakou čáru, stačí kliknout na modrou dráhu a na košík. V první operaci nastavím řezání děr.
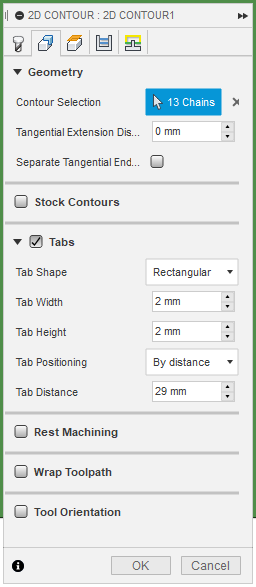
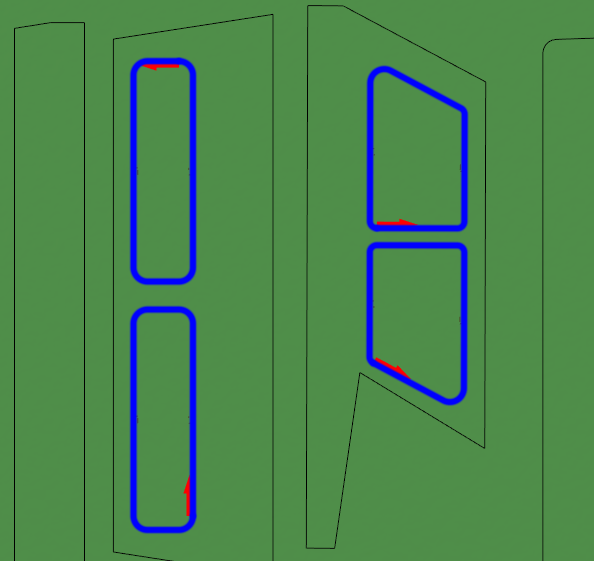
V záložce Geometry zatrhnu Tabs. To umožňuje zadat můstky, kterými drží díly ve výřezu. Šířku můstku Tab With a jeho výšku Tab Height volím podle materiálu, tady u PVC tloušťky 3 mm volím velikost můstku 2 x 2 mm. Rozmístění můstků Tab Positioning volím podle dilů. U některých nechávám By distance a zvětšováním Tab distance určím polohu můstků. Někdy zvolím At points a naklikám můstky kde potřebuji.
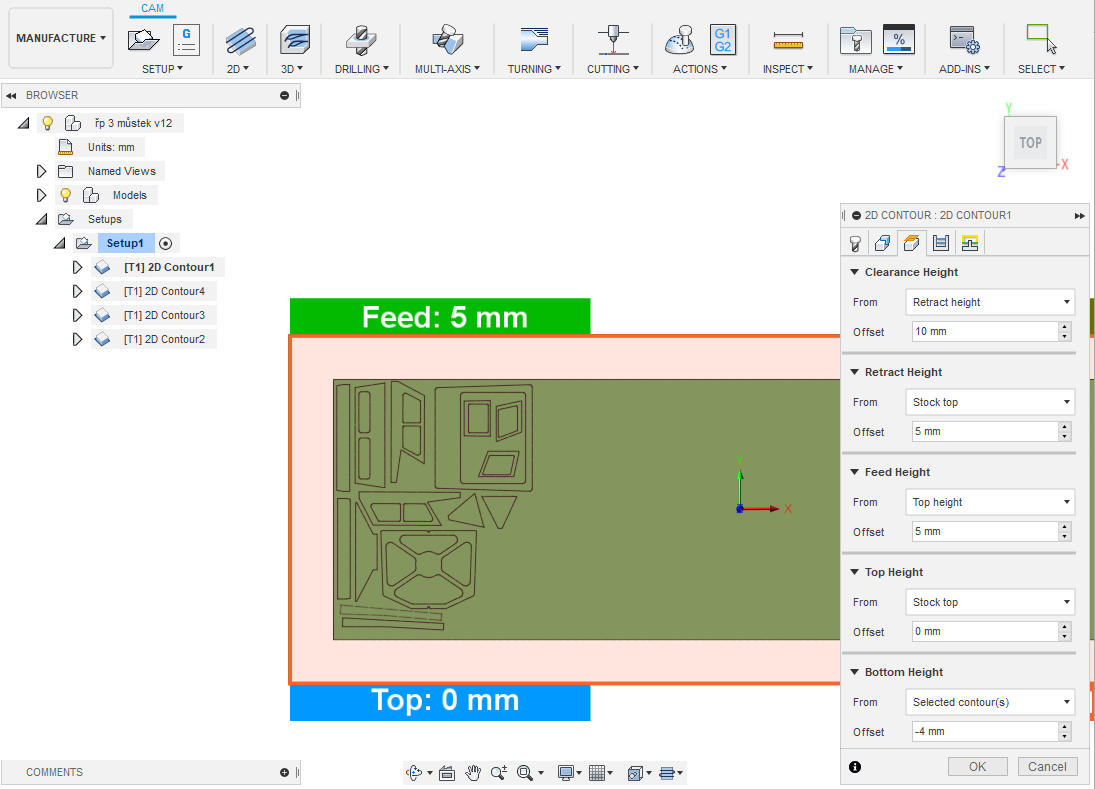
V záložce Heights se určuje, do jaké hloubky má fréza řezat. Bottom Height nastavuji -4 mm, to je 3 mm tloušťka materiálu a 1 mm rezervička, fréza řeže ten 1 mm do podložky z XPS.
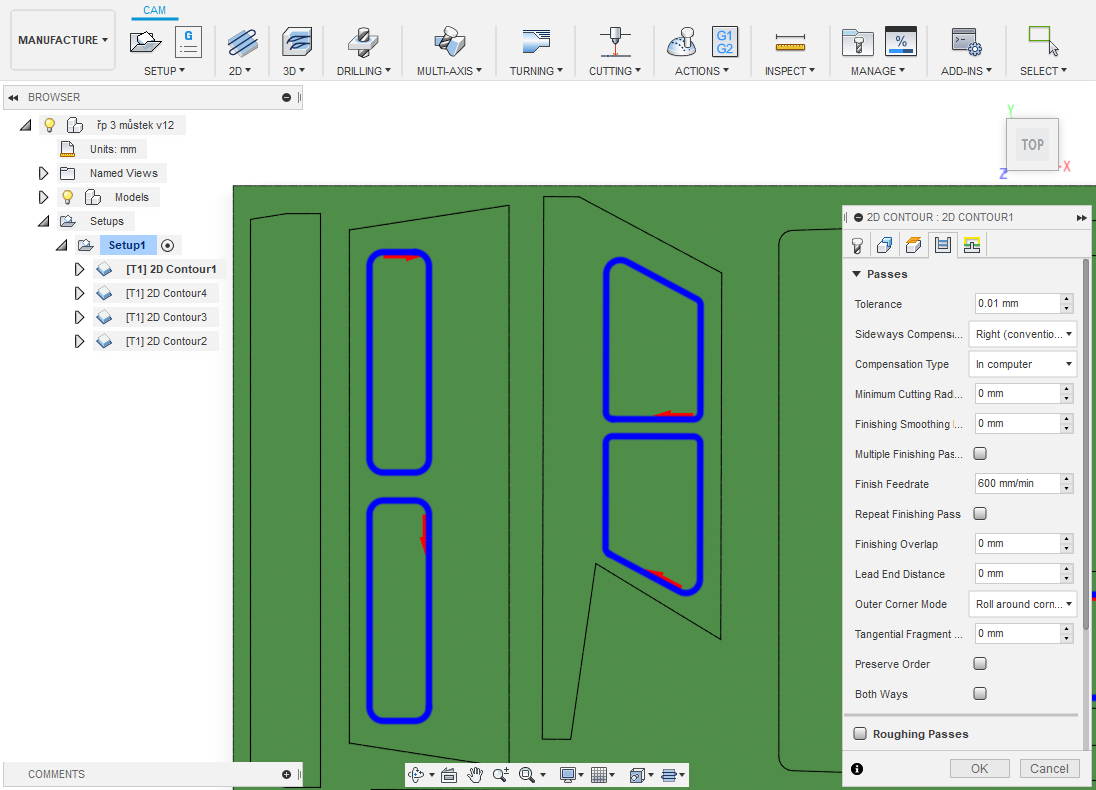
V záložce Passes jen otočím v Sideways Compensation smysl frézování ze sousledného Left (climb milling) na nesousledné Right (conventional milling). Dává mi to lepší čistší řez. Červené čáry ukazující smysl pohybu nástroje se otočí, fréza pojede kolem kontury dílu opačným směrem.
Tak připravím řezání děr do dílů. Založím další operaci 2D Contour, ve které naklikám vyříznutí jednotlivých dílů z přířezu. Protože jsem v tomto případě využil materiálu vyříznutého jako díra v dílu na umístění dalšího menšího dílu, musel jsem řezání rozložit na čtyři operace. Operace v browseru nalevo lze myší přetahovat a měnit tak jejich pořadí.
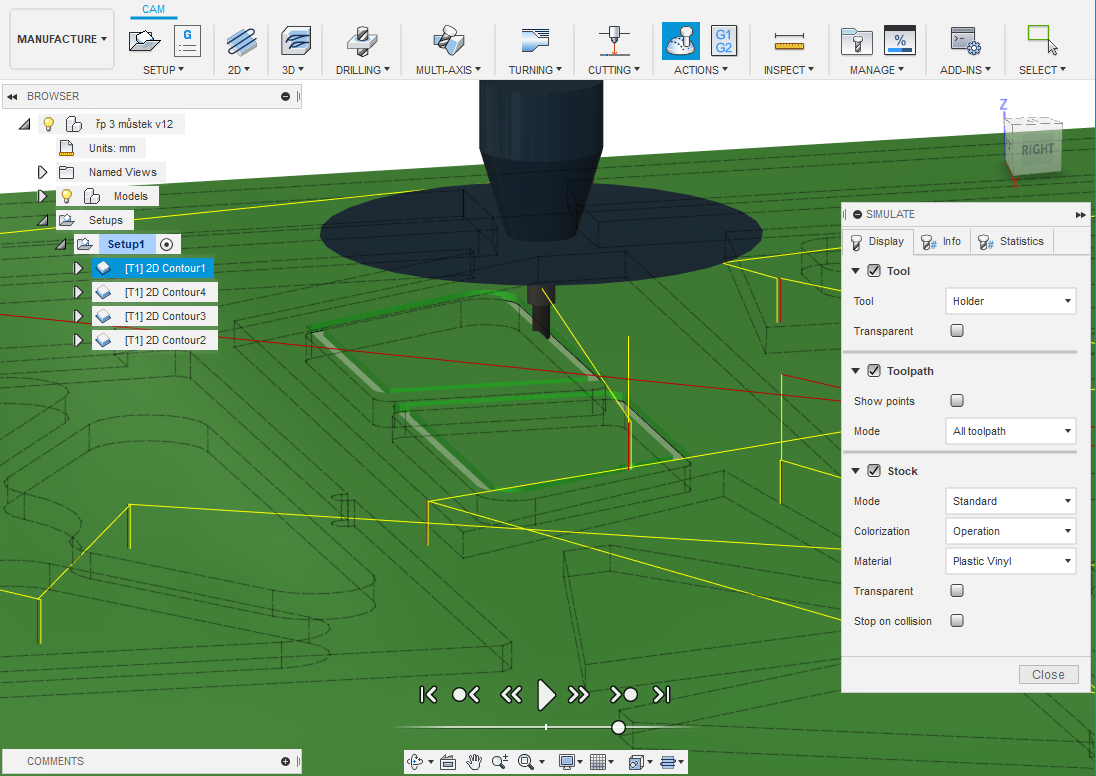
Fusion umožňuje řezání nasimulovat a ukáže i případné konflikty. Při simulaci uvidíte třeba to, že vám stroj nebude řezat díry, které řezat chcete, protože průměr díry je vůči průměru frézy příliš malý. Simulace se spustí v ACTIONS volbou Simulate. Buď máte zvolenou jednu operaci, nebo jako já na obrázku 11 celou sadu operací "Setup1". Šipkami dole simulaci spouštíte, táhlo pod šipkami mění rychlost nebo směr simulace. Rychlost simulace nezohledňuje nastavené posuvy.
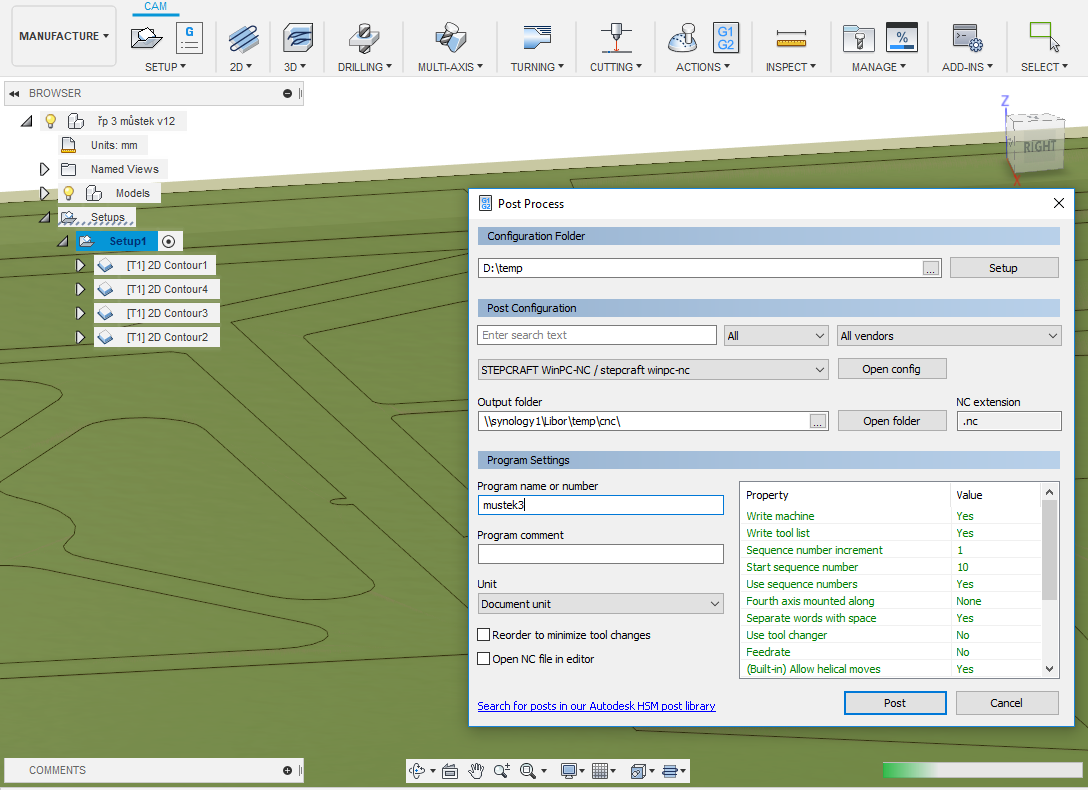
Zbývá už jen poslat G-code do stroje a vyzkoušet to v reálu. Generování G-code se spustí v ACTIONS volbou Post Process. Mám nastaven pracovní adresář D: emp, od výrobce stroje jsem si stáhnul konfigurační soubor pro můj stroj Stepcraft s řídícím programem WinPC-NC, určil jsem si adresář, kam se G-code vygeneruje. Ten mám na disku Synology v domácí síti, ze kterého si ho pak v programu WinPC-NC, který mám na počítači u stroje v dílně v jiné místnosti, načtu. Program pojmenuji "mustek3" a tlačítkem Post spustím generování programu. Vznikne soubor mustek3.nc, který v dílně načtu do obslužného programu stroje.
Důležité pro mě je, že když při sestavení dílů modelu přijdu na potřebu nějaké modifikace, změna ve výkresu lodě se promítne do řezacích plánů automaticky! A i přegenerování programu pro stroj je snadné.
Když jsem začínal s řezáním na routeru a poprvé jsem vygeneroval program pro stroj ve Fusion 360,
zajela mi fréza málem do stolu.
Bylo to proto, že jsem ten vyřezávaný díl neměl rovnoběžný s rovinou x-y a ač jde o 2D operaci,
program poslal frézu mírně šikmo do stolu přesně tak,
jako jsem měl v programu trochu šikmo můj díl.  Protože jsem na výkresu koukal na vše pořád shora, této vady geometrie jsem si nevšimnul.
Je třeba být pečlivý a je dobré využívat simulaci operací.
Protože jsem na výkresu koukal na vše pořád shora, této vady geometrie jsem si nevšimnul.
Je třeba být pečlivý a je dobré využívat simulaci operací.
Existují i skripty, které mohou při přípravě výroby pomoci. Viz třeba Jak rychle připravit díly pro řezání nebo MapBoards.