4.10.2025
Žhavení drátu je neoddělitelná součást řešení CNC řezání horkým drátem.
Na jeho řešení závisí kvalita řezání a opakovatelnost úspěšného řezání.
Níže jsou uvedené různé možnosti žhavení drátu.
První podmínkou je dostatečný výkon, aby zdroj dal potřebný proud na dělku drátu,
u mě v dílně drát dlouhý 1 metr.
Může to být akumulátor, transformátor s regulací, nabíječka, spínaný zdroj ...
Ve všech případech myslete na to,
že pracujete nejen s horkým drátem,
o který se můžete spálit,
ale také je na drátu napětí
a pokud je váš zdroj napájený ze sítě,
měl by být řešený tak, aby ani při poruše nešlo do drátu napětí sítě.
Je to elektrické zařízení, kde si můžete sáhnout na díly pod napětím,
myslete tedy na bezpečnost!
Druhou podmínkou je přesná a stabilní regulace proudu s přesností na desetinu Ampéru.
A proud by měl být snadno nastavitelný podle toho,
co zrovna řežete a jak rychle to řežete.
Já jsem se dopracoval k používání laboratorního zdroje.

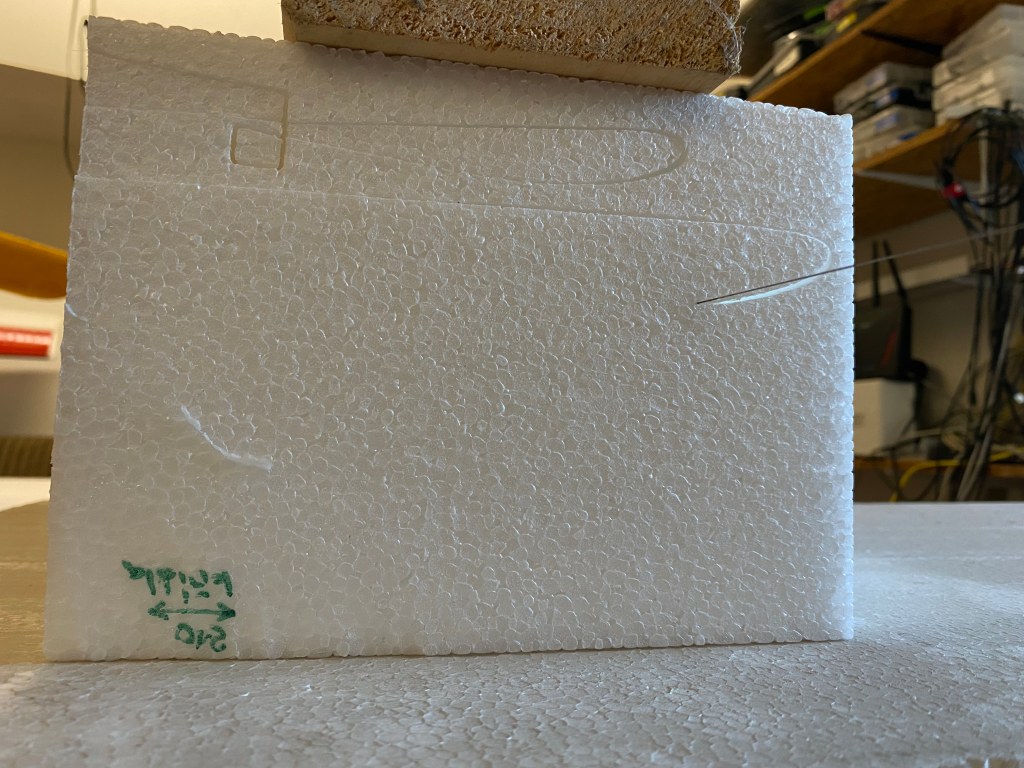
křídlo řezané správně nastaveným proudem má projektovaný tvar

křídlo řezané o 0.3A větším proudem = zmetek
Různé úlohy vyžadují různé proudy.
Při formátování polotovarů,
kdy se řežou rovné řezy a kde je požadovaná vyšší rychlost
a není požadované velká přesnost rozměrů,
nebo přesněji řečeno může být větší propal,
tak se použije větší proud a na jeho přesné hodnotě až tak nezáleží.
Dá se to nastavit od oka.
Když se ale strojně řezou detailní tvary, jede řezačka malou rychlostí a drátem tečou relativně malé proudy.
A záleží na jeho přesném nastavení. Rozdíl desetin Ampéru znamená až dvojnásobný propal a výsledkem je zmetek.
28.12.2024
Pilu lze napájet i z modelářských pohonných akumulátorů.
Potřebné napětí se docílí třeba sériovým spojením dvou akupaků li-pol 3S.
Proudy při řezání jsou nižší, než odběr modelářského motoru v letadle.
22.12.2024
Klasickým zdrojem pro žhavení drátu je síťový transformátor - typicky 230V / 24V.

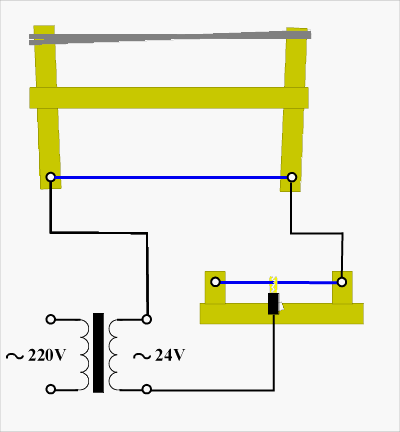
Transformátor produkuje napájení drátu střídavým proudem.
Pro řezání je jedno, zda drátem teče stejnosměrný nebo střídavý proud.
Transformátor by měl být dostatečně dimenzovaný, aby snášel trvalé zatížení 100W.
Regulaci proudu je možné řešit připojením na různé odbočky sekundáru trafa, pokud je má,
odporníkem v sérii s pilou, nebo nějakou pulzní polovodičovou regulací.
Já mám na primáru svého trafa tyristorovou regulaci za starého vysavače.
Regulace jdou koupit jako samostané díly nebo elektronické stavebnice.
To moje trafo v kanystru na fotce nahoře je taky historie.
Vzniklo, když jsem byl kluk.
Rok cca 1980, chtěl jsem řezat odporovým drátem,
ale tehdy se nedaly koupit kombinačky, natož trafo požadovaných parametrů.
Můj táta sdělil problém svému kamarádovi a ten na to,
že když se trafo nedá koupit, tak že si ho s jeho pomocí vyrobím!
Byl jsem v devítce, koukal jsem na něj jako puk.  Provedli jsme výpočet, tedy já jen jak cvičená opička počítal na kalkulačce vzorečky,
pak jsme šli k němu do garáže, kde měl různé transformátorové plechy a smaltované dráty různých průřezů,
a trafo jsme namotali. A funguje dodnes!
Inženýr Jirásek.
Provedli jsme výpočet, tedy já jen jak cvičená opička počítal na kalkulačce vzorečky,
pak jsme šli k němu do garáže, kde měl různé transformátorové plechy a smaltované dráty různých průřezů,
a trafo jsme namotali. A funguje dodnes!
Inženýr Jirásek.
22.12.2024
Další možností, čím žhavit odporový drát pily,
je modelářská nabíječka.

Modelářská nabíječka dovolí takový výkon, jako je výkon jejího zdroje.
Tahle moje nabíječka dá max cca 24V a tím je omezen i proud drátem.
Na kratší drát pod metr to stačí.
Problematické je v praxi zapínání napájení drátu i nastavování proudu.
Nabíječka pomalu zvyšuje napětí, při změně proudu se dost dlouho čeká,
než zvolený proud naběhne.
Je to neoperativní.
28.12.2024
Další možností, čím žhavit odporový drát pily,
je laboratorní zdroj.

Laboratorní zdroje jsou transformátorové a spínané.
Ty spínané mohou být bez galvanického oddělení
jen se zemí výstupu spojenou se zemnícím kolíkem zásuvky,
nebo galvanicky oddělené od síťového napětí 230V
transformátorem pracujícím při vysoké frekvenci třeba 50kHz.
Já jsem pořídil spínaný laboratorní zdroj čínské výroby Wanptek EPS6205 (cena 12/2024 1.700 Kč).
Ten galvanické oddělení má.
Mohl jsem volit mezi variantou max 30V a 10A nebo 60V a 5A.
Zvolil jsem variantu 60V, mám tak rezervu pro delší drát,
5A bohatě pro tento účel stačí.
Na metrový drát stačí těch 30V.
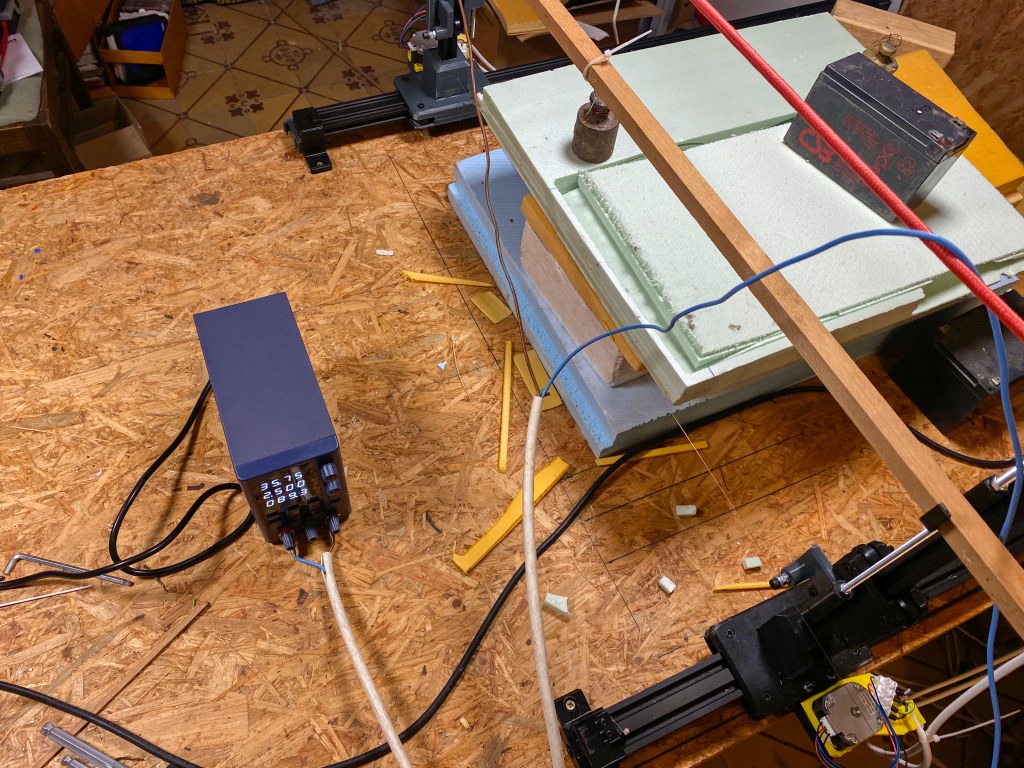
Zdroj je příjemně malý a pro účely řezání luxusní.
Nastavení proudu je okamžité a snadno opakovatelné.
Zdroj ukazuje napětí, proud i výkon, na teplotou drátu je tak perfektní kontrola.
Zdroj má navíc tři paměti.
Zdroj má dvě tlačítka:
- POWER - zapnutí přístroje - rozsvítí se displej, mohu nastavovat napětí, proud
- OUT - zapnutí výstupu - na svorkách se objeví napětí a displeje začnou ukazovat, co se na výstupu děje - měří
Pokud zabere omezení proudu, svítí značka CC, pokud zabere omezení napětí,
svítí značka CV. Když vypnu výstup, na svorkách je nula, mohu nastavovat.
Nastavovat samozřejmě mohu i při zapnutém výstupu.
Praxe je taková, že nastavíš dostatečně vysoké napětí, aby fungovalo omezení proudu.
Nastavováním proudu potom řídíš teplotu. Ukazuje to i watty.
Tlačítko OCP - Over Current Protection - ochrana proti přetížení proudem.
Slouží k ochraně zdroje a připojeného zařízení před poškozením způsobeným nadměrným proudem.
Když je OCP aktivní a výstupní proud překročí nastavenou limitní hodnotu, zdroj automaticky odpojí výstup
Nebo omezí výstupní proud na nastavenou hodnotu, ještě nevím.
Zdoj používám u svého CNC stroje - viz CNC řezačka horký drát HotWire ver1 a při ručním řezání.
17.10.2025
Můj laboratorní zdroj má tři paměti - tlačítka M1, M2, M3.
Nejraději bych je na přístroji neměl.
Tlačítka jsou v jedné řadě s tlačítkem OUT
a snadno se stane, že místo vypnutí napájení vašeho zařízení přepnete na nějaké jiné napětí, které jste si dříve uložili do paměti.
Už jsem si takto odpálil elektroniku za tisíc korun.
Dělám to tedy tak, že než začnu pokusy s nějakou elektronikou, dám si do všech pamětí bezpečně nízké napětí.





