
Orientace dílů při tisku 
Výtisk z 3D tiskárny vypadá na první pohled naprosto homogenní. Plastová struna, ze které se tiskne, se v trysce taví a tryska roztavený materiál k předchozí vrstvě tak tiskne, že se materál vrstev natavením propojí. Výtisk by tak měl být ve všech směrech stejně pevný.
Vytisknout lze libovolný tvar najednou, dokonce je možné vytisknout najednou vzájemně pohyblivé díly. Dociluje se toho tištěním na podporách. Podpory podepřou části výtisku, kde vzniká převis, jsou vytištěny tak, že se dají po vytištění dílu snadno oddělit.
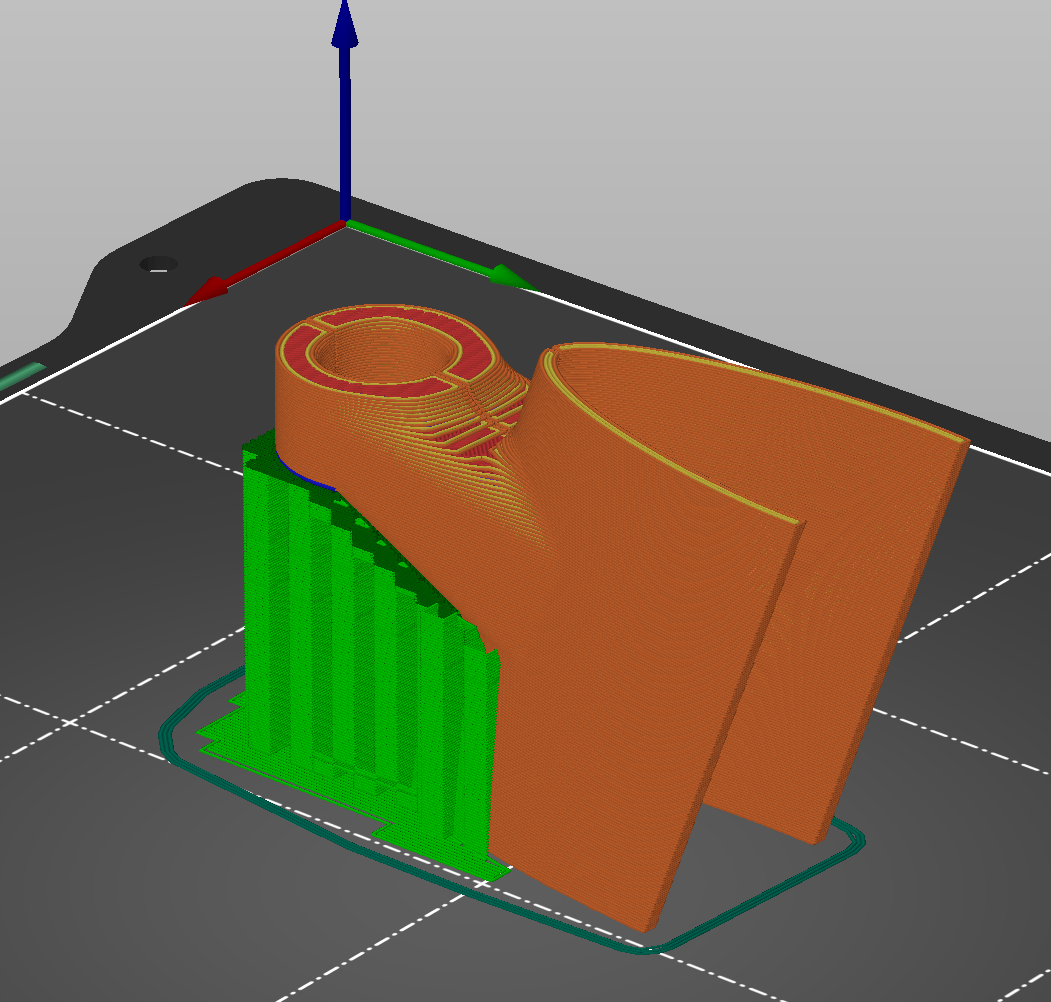
Tisk na podpěrách ale zvyšuje spotřebu materiálu a hlavně prodlužuje dobu tisku. Díly se tak často vhodně rozříznou tak, aby jednotlivé části šly tisknout bez podpor. Třeba jako na tomto obrázku:
Poloviny se k sobě slepí. Lepený spoj je pevný.
Když ale člověk podrobí díl na zkoušku nějakému namáhání, zjistí, že materiál homogenní není. Pevnost ve směru kladení housenek materiálu je vyšší, materiál má vláknitou strukturu.
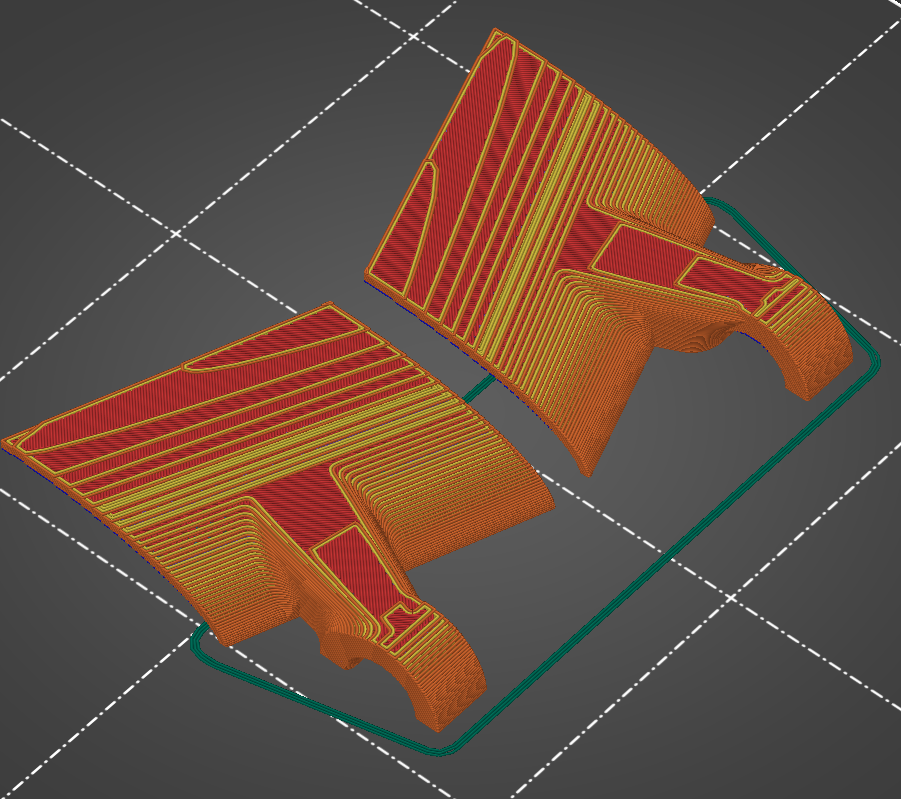
Tam, kde na pevnosti záleží, tam, kde je díl za provozu namáhán, je dobré zamyslet se nad orientací dílu při tisku. Aby vlákna šla ve směru největšího namáhání. A také díl podle toho pro tisk správně rozdělit, pokud je třeba. na následujícím obrázku je vidět změna řezu, oproti tomu předchozímu výše:
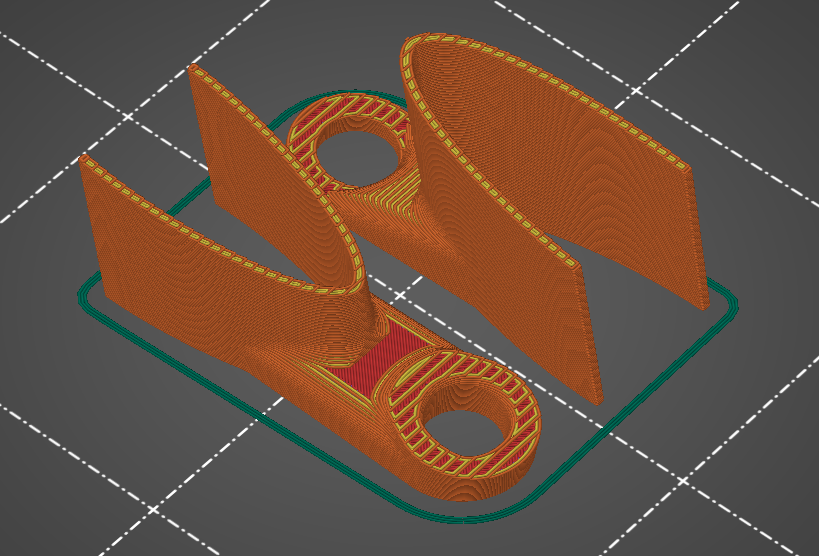
To první řešení vede k tomu, že to oko nebude pevné, vlákna jdou napříč tím okem. Druhá poloha zajistí, že vlákna jdou tím okem okolo díry.
Samozřejmě je třeba mít trochu praxi v tom, odhadnout, jak jsou díly za provozu namáhané.

